The petg extrusion multiplier is 1, the line width of the first layer is 0.45mm, and the line spacin
How to adjust? Continue to increase the line width of the first layer?


82 Replies
before you tune the first layer you need to tune your EM, 1.0 is way too high, once tuned you can tune the first layer
correct-apricotOP•3y ago
If it is lower, the line spacing will be larger
you fiorst need to tune your em, after that the first layer
correct-apricotOP•3y ago

correct-apricotOP•3y ago
This is the case for 0.95
the first layer depends on distance and EM
you cant tune EM on a single layer
thats not possible
correct-apricotOP•3y ago
The distance is just right, if it is lower, it will not squeeze out enough
you dontz know if the distance is right
you cant tune EM on the first layeer
thats not possible
again, first tune EM, then first layer
follow this guide
https://ellis3dp.com/Print-Tuning-Guide/articles/extrusion_multiplier.html#extrusion-multiplier
correct-apricotOP•3y ago
Will the EM value continue to increase?
follow the guide
correct-apricotOP•3y ago
I tried 1 0.95 0.9 0.85 0.8 0.75, as the value gets lower and lower, the spacing will become larger
follow the guide
DONT DO IT ON THE FIRST LAYER
this is impossible
follow the guide please
correct-apricotOP•3y ago
ok, I will look at the guide and try to adjust it after get off work to see if it can improve
Both the calibrate extruder and the pressure propulsion have been tested and have met the standard
EM needs to be first, PA later, if your EM isnt tuned, the PA value will be wrong
and the extruder doesnt need to be calibrated
correct-apricotOP•3y ago
Oh, I have read this guide, other layers are performing well, only the first layer will have this kind of situation where the line spacing seems to be large.
you said your EM is 1.0, this is almost impossible
so your EM cant be correct
do this before the firs tlayer
this wont work, belive me
correct-apricotOP•3y ago
EM0.95 is the best case, but the first layer still looks too wide
if you belive your EM is correct, and if your first layer lines are too wide, then you need to gow down with the nozzle
correct-apricotOP•3y ago
Now I don't quite understand which parameter will affect the line spacing
the distance from the nozzle to the bed
correct-apricotOP•3y ago
I tested the nozzle down, down until the extrusion line width still seems to be a problem
if the lines are seperated go down with the nozzle, if the lines are squished go up with the nozzle
correct-apricotOP•3y ago
This high-flow petg has been tested for a long time and I am not satisfied. Before, abs-gf, pet-cf, pla, and ordinary petg all performed very well.

the filament is not the problem here
print something like this in the screenshot, and try to live adjust your z.-offset
try going up and down
this works 100%
correct-apricotOP•3y ago
ok, i'll retest after get off work
Yeah, I did it this way
There is no problem with the process and operation method, and 6 volumes of materials have been printed before
correct-apricotOP•3y ago

correct-apricotOP•3y ago
You can see that the first layer printed before is perfect
i can only tell you that you need to set the z-offset right
correct-apricotOP•3y ago

very overextruded
your EM is way too high
correct-apricotOP•3y ago

correct-apricotOP•3y ago

correct-apricotOP•3y ago

correct-apricotOP•3y ago
Still doesn't solve the problem
You need to find the correct EM and after that figure out the Z distance. Also if you are having probs extruding bump the temp a bit.
Tried following this but you use EM, line spacing, and line width almost interchangeably. None of those things are equivalent - each controlled by different parameters and intended to do different things
correct-apricotOP•3y ago
I em tried 0.75-1.1 are not improved. z-offset dynamic adjustment until the lack of extrusion are not resolved
this looks more like an extruder issue
misaligned gear for example
correct-apricotOP•3y ago
OK, I'll take the extruder apart and have a look
I took it apart and looked and it looks like the gears are meshing well
All the things printed out in the past week look like this. I have a headache and I don’t know where the problem is.
correct-apricotOP•3y ago

correct-apricotOP•3y ago

correct-apricotOP•3y ago
I wonder if the line spacing is the problem? Or I often used fiber materials before and didn't pay attention to this problem
What size nozzle? Is that set correctly in your slicer? Are you overriding line width?
Maybe start with a clean profile and see what you get?
You are definitely too close to the bed but I don't think that's your biggest issue
correct-apricotOP•3y ago
0.4 Nozzle, except for speed and extrusion multiplier, all other parameters are default parameters
I wonder if everyone has such line spacing
What slicer are you using? Something must have changed if you were getting good prints prior... Any changes made to printer.cfg or any other config files?
Double check variable vs relative extrusion
correct-apricotOP•3y ago
I found that I also had it before, but the fiber material was not obvious before. I observed the petg material printed before, and there was also a little line spacing. I don't know if other people will have such problems when printing petg
Ss
SuperSlicer
I get great prints with petg but it does have a more narrow window in terms of being good or bad. Something seems way off in your settings but it's unlikely extrusion multiplier.
Post your settings and I'll take a look through them tomorrow
correct-apricotOP•3y ago
Ok,I'll upload later I have to slice the firmware settings in the settings
correct-apricotOP•3y ago
correct-apricotOP•3y ago




EM isnt his only problem , but it definitely is one of them
https://discord.com/channels/582187371529764864/1090110427612057673/1090291271001702400
correct-apricotOP•3y ago
Yeah, I'm already recalibrating. Let's see the effect later
you shouldnt mix all you issues in one thread
one problem after the other
correct-apricotOP•3y ago
Ok
It's pretty hard to read your speeds for whatever reason... If I were in your situation, I'd start from scratch with a brand new profile and keep it very simple... 250 temp, 35%cooling, 0.9em, 15mm3/s max flow, max speed 80mm/s, 2k default accel, 0.3 layer height.... Leave everything else as default... Disable PA, print a simple cylinder or rectangle
correct-apricotOP•3y ago



correct-apricotOP•3y ago
This is the best I can adjust to. The top layer is smooth, but there will still be line spacing and light leakage.
you can not adjust EM with just some layers, i tried to explain it multiple times
you need to print at least 3mm high
i shared a link for you, which explains detailed how to do that
https://discord.com/channels/582187371529764864/1090110427612057673/1090112735968235590
correct-apricotOP•3y ago
What I adjusted is the overall EM is not a single layer
ok, i am out
correct-apricotOP•3y ago
It was adjusted according to this guide, and the process has been error-free
i can clearly see that the EM is not tuned well
please do it one single time, like described in the link
not with one or two layers, this does not work
correct-apricotOP•3y ago
I have tried all the parameters of EM value from 0.8-1.2, but there is no improvement
{kind=link}
please follow this guide
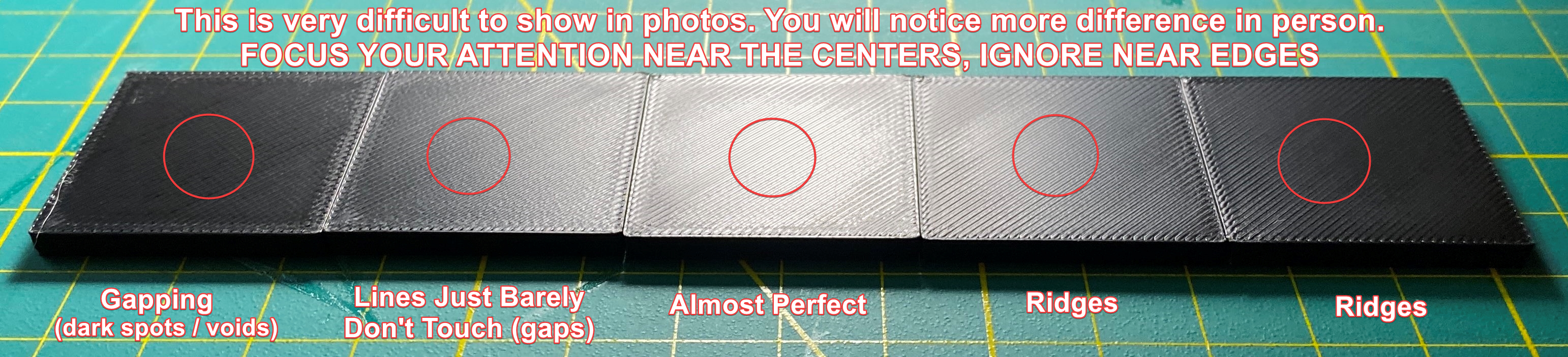
you must be able to achieve that. i can clearly see ridges on your prints
correct-apricotOP•3y ago

correct-apricotOP•3y ago
According to this guide, I have done it at least 5 times
please do it one time like in the link, this should look ike this

then show the complete build palte with the objects
not only one or two layers
correct-apricotOP•3y ago
The surface is already smooth enough

this is not smooth
correct-apricotOP•3y ago
ok i will do it again tomorrow
if you see all 9 objects at the same time on the build palte, its easier to pick the right one
holding it against a light source helps a lot
correct-apricotOP•3y ago
Ok
25*25 height 10mm, let’s make 9 different EM
3mm height is enough
correct-apricotOP•3y ago
Ok
make 30x30x3
as described in the link
correct-apricotOP•3y ago

correct-apricotOP•3y ago
